
{kind=link}
{kind=link}
En nuestra Política de privacidad establecemos los términos en que se usa y protege la información de nuestros usuarios.
Otro personal investigador
Rubén Paz Hernandez – Profesor Contratado Doctor Tipo 1
Mario Monzón Verona – Titular de Universidad
Mario Monzón Verona – Titular de Universidad
Grupo de Investigación en Fabricación Integrada y Avanzada
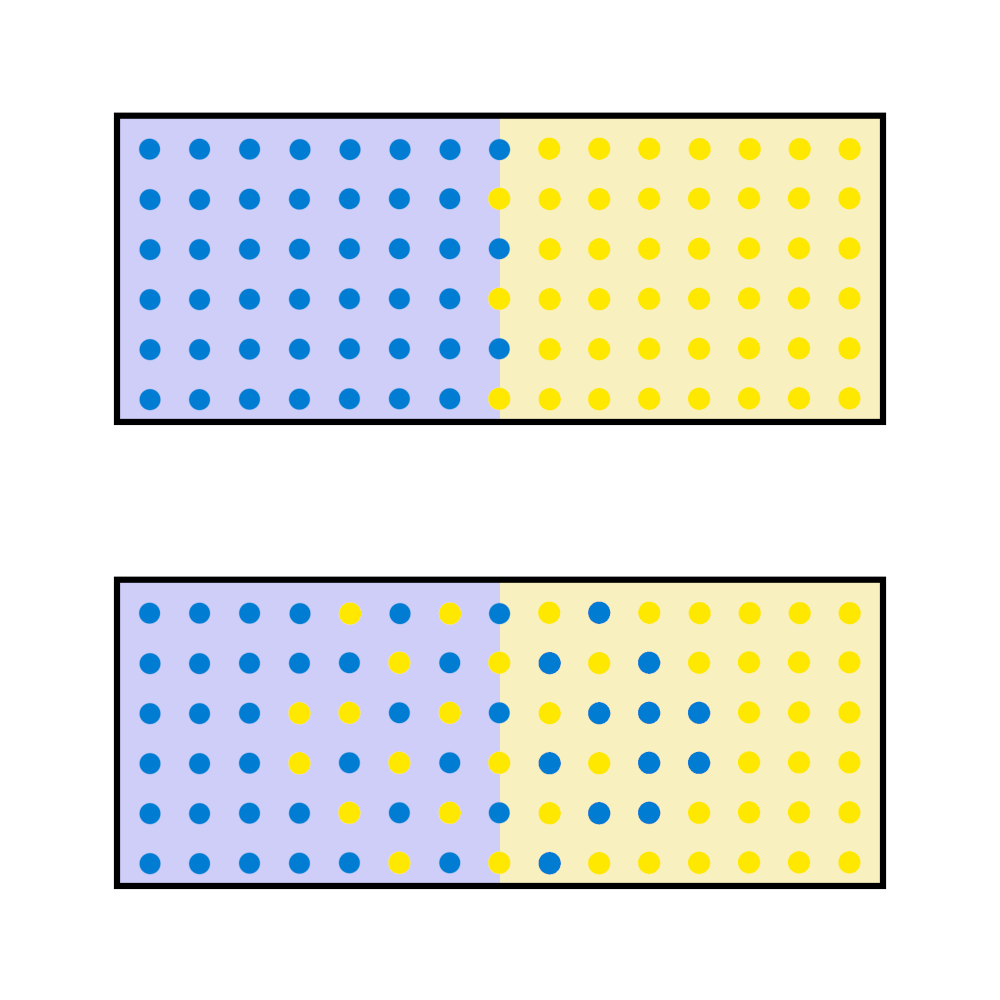
El cada vez más conocido proceso de fabricación aditiva FDM (Fused deposition modeling), es el principio por el que trabaja la mayoría de las impresoras 3D domésticas o de oficina, y se basa en la deposición de capas de material fundido apiladas sobre una cama de trabajo. Estas impresoras constan normalmente de un cabezal calefactado, el cual empuja un filamento de plástico a través de la boquilla a la temperatura adecuada, conformando la pieza que se ha diseñado. Cuando se fabrican piezas con esta tecnología se debe predefinir con qué materiales se va a hacer, y qué parte se hace de cada material, lo que permite fabricar piezas multimateriales, pero con fronteras intermedias entre un material y otro.
Por otro lado, otro concepto clave es el de FGM (Functionally Graded Materials). Cuando se habla de este tipo de materiales se refiere a la fabricación de piezas de distintos materiales, pero donde la transición entre un material y otro se hace de forma gradual. Esto implica que, al no existir fronteras entre ambos, el cambio de características físicas y de resistencias también se hace de forma gradual, abriendo un sinfín de nuevas opciones. Esto resulta interesante, por ejemplo, para el ámbito aeroespacial, donde se necesita cierta resistencia térmica para la reentrada de elementos en La Tierra, pero también una determinada resistencia mecánica. En este caso, para evitar la fractura en la unión entre diferentes materiales, se comenzaron a fabricar piezas que cambiaban de un material a otro de forma gradual, amortiguando las dilataciones producidas al reentrar en La Tierra.
De esta manera, el mezclado homogéneo de materiales se ha convertido en algo presente en multitud de campos, desde la construcción a la química básica; pero cuanto más se reduce la escala de estas partículas, más fuerzas entran en acción, dificultando la tarea. Un ejemplo de ello es el proceso de mezcla de polímeros con aditivos, en el cual, en muchas ocasiones, parámetros tan simples como la humedad, la temperatura o el propio tamaño de las partículas hace imposible esta labor, o lo hace con un sobrecoste significativo.
Para la impresión en 3D, por tanto, se necesita elegir un material determinado, con características físico-químicas concretas y, aunque se recurra a los materiales FGM que, como se ha dicho, se depositan gradualmente permitiendo la transición de un material a otro, sigue existiendo el problema del control del material depositado en cada momento, según la coordenada exacta de la pieza en cada momento.
Con el fin de garantizar el control de esa deposición del material adecuado, el Grupo de Investigación en Fabricación Integrada y Avanzada de la Universidad de Las Palmas de Gran Canaria, ha concebido la presente invención, cuya finalidad es eliminar factores que lastran el proceso de mezcla homogénea, permitiendo mezclar materiales micrométricos con precisión y de forma controlada.
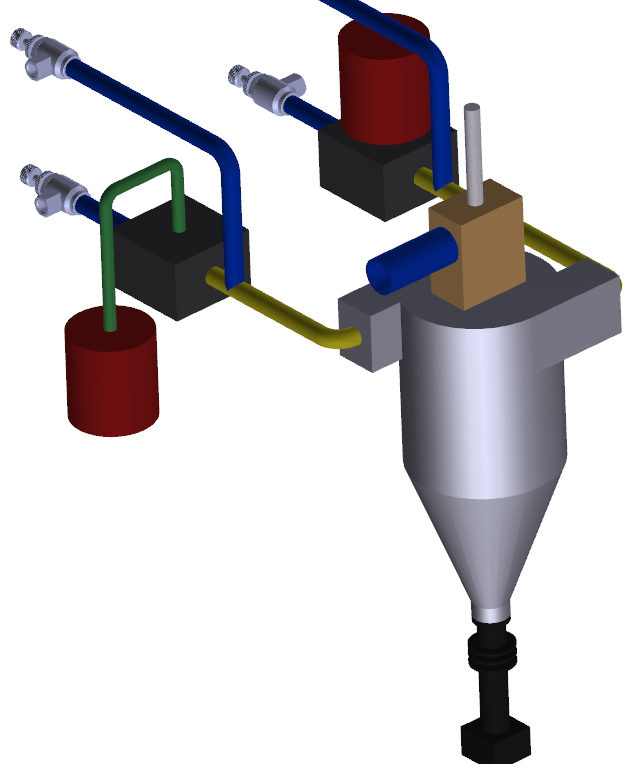
Este dispositivo consta de tres partes diferenciadas, la primera de ella es el cabezal de extrusión, el cual va integrado con la segunda, el ciclón mezclador, y, por último, el sistema regulador de mezcla. Además, dado que el sistema está compuesto por módulos, se puede cambiar el tercer módulo (extrusor) por otros elementos que den un abanico más amplio de usos a la invención, siendo adaptable a otros ámbitos incluso fuera de la impresión 3D.
El funcionamiento de la invención es el siguiente: se toma como ejemplo dos materiales cualesquiera en forma de polvo (podría ser también un material y un aditivo), que se coloca en los depósitos de dos sistemas de mezcla. Estos sistemas constan de una aspiración de aire limpio con una llave de regulación que llega a un tubo Venturi. Regulando el caudal de esta entrada, se regula también la cantidad de polvo absorbido y empujado al ciclón mezclador. Al regular la cantidad de cada material que entra al ciclón mezclador, se consigue que el polvo introducido se mezcle instantáneamente en las proporciones adecuadas y, automáticamente, sea utilizado por el cabezal extrusor para su deposición en la impresora.
De esta forma, se puede imprimir estructuras porosas con control espacial del material depositado, lo que hace posible la fabricación de materiales graduales con tecnologías de impresión 3D basadas en extrusión de material para la regeneración celular en el campo de la medicina regenerativa, circuitos impresos recubiertos con un proceso directo, elementos resistentes a la abrasión solo en donde hay contacto, y, así, un largo etcétera.
Tipo de resultado de I+D
- Nueva tecnología
- Nuevo producto
- Nuevo servicio
- Nuevo conocimiento o capacidad
Grado de madurez comercial
- Modelo o idea conceptual
- Prueba de concepto
- Validado en un entorno controlado
- Validado en un entorno real
- Implantado entorno real con éxito
Grado de protección
- No aplica
- Patente
- Modelo de utilidad
- Software
- Know how
Ámbitos de aplicación comercial
- Terapias regenerativas. En las terapias de regeneración celular se utilizan estructuras celulares impresas en 3D, las cuales están fabricadas con materiales que favorecen el crecimiento de un tipo de células en concreto. Con este sistema se podrían fabricar estructuras que fomenten el crecimiento de diferentes tipos de células, mejorando la integración entre ellas.
- Fabricación de elementos aligerados. En industrias como la automóvil, por ejemplo, aquellas piezas que ahora son combinación de varios elementos debido a las diferentes necesidades, ahora se podrían fabricar en una sola pieza, sin elementos de unión que pueden desgastarse o afectar al funcionamiento.
- Sector de la odontología. Prótesis dentales de materiales compuestos y personalizados, que permitan un abaratamiento de los mismos.
- Robótica. Pudiendo cambiar las características de una pieza en puntos concretos, podemos aligerar y miniaturizar ciertos elementos que permitan avances en la industria robótica como, por ejemplo, la fabricación de músculos artificiales con articulaciones sin uniones.
Oportunidad de mercado
El uso de materiales FGM siempre ha estado lastrado por la complejidad de su fabricación y la inestabilidad de sus resultados, pero el desarrollo de tecnologías de impresión 3D cada vez más económicas y su aplicación a materiales FGM están acercando cada vez más estos materiales al mercado común. Así, en España ya se cuentan por decenas los fabricantes de impresoras 3D que, según el campo, tienen un valor añadido muy alto, como puede ser en el campo de la biomedicina; empresas que pueden ver una gran oportunidad en la inclusión de este sistema en sus máquinas.
En general, se puede decir que esta solución presenta un importante potencial al marcarse dentro de un mercado que se encuentra en auge, como apunta el cuarto informe anual de SmarTech Analysis sobre el mercado de la impresión 3D de polímeros, que recoge vislumbra un posible aumento del valor del mercado en 24.000 millones de dólares en 2024 y 55.000 millones en 2030.
Ventaja competitiva
Los sistemas de impresión 3D que actualmente permiten la mezcla de materiales se basan en la mezcla previa a la impresión, utilizando sistemas de intercambio de un material a otro que son voluminosos, complejos y pesados; además de estar compuestos por multitud de elementos específicos de alto coste.
En cuanto a los materiales FGM se refiere, estos se consiguen con procesos de fabricación que generan patrones aleatorios, lo que dificulta garantizar ciertas características en los elementos impresos.
Utilizando el sistema de mezcla aquí presentado, que es único en el mercado, se puede garantizar no solo las características del material, sino también la repetitividad de las piezas con las mismas características deseadas. Así, presenta una alta versatilidad, que permite que los interesados puedan hacer uso del dispositivo con la mejor conveniencia. En este sentido, la solución presentada utiliza un principio de conducción y regulación neumática, resultando en un dispositivo de uso sencillo, divisible y por tanto ligero.
Al realizar la mezcla in situ, justo antes de ser utilizado, y en pequeñas proporciones continuas, este sistema evita la aglomeración de partículas sin mezclar, los constantes atascos en los sistemas de extrusión, problemas de humedad, etc.
Además, los materiales base serán más económicos, ya que no se necesita procesar el filamento, llegando a reducir este coste hasta un 50% en la adquisición del material, más las mejoras respecto a la eficiencia en envío y demás cuestiones logísticas.
Recursos necesarios para su implementación
Actualmente, el grupo de investigación cuenta con los conocimientos y el equipo personal necesario para continuar con el desarrollo, pero sería necesaria una inversión suficiente para la compra de equipos tanto de fabricación como de recursos informáticos para acelerar el proceso de desarrollo.